
山东某钢厂,宽厚板生产线,在宽厚板进入加热炉前,需要精确测量尺寸,以控制炉门开启的大小和时长。现有光栅测量的方式精度低,不能满足生产要求。为此,采用单目摄像头与视觉测量方法对远距离宽厚板尺寸精确测量,实现低成本高精度视觉测量。并实现规模化投产应用。
背景介绍
钢铁行业数字化进程的不断加速以及智能化水平的不断提高,对钢铁制造过程中的不同环节的智能化水平提出了新的要求。板材测量是关键环节之一,在进入热炉门前需要对其尺寸进行测量,这是为了准确控制热炉开启的时长以及大小,准确控制热炉参数可以防止热量能源流失。因此,板材高效精确的尺寸测量成为节约能源的关键。 现有方式包含两种。
方式1:光栅测量法
在板材移动的轨道两侧布设激光对射开关,人工控制板材在辊道上来回移动,通过辊道转速计算出板材移动速度,结合板材头尾触碰光栅的时间计算出板材的长宽,此方式需要全程人工参与。
方式2:激光测量法
采用3D激光对板材表面进行扫描,基于点云分割,得到板材轮廓点坐标,基于此,计算板材的长度与宽度。3D激光能够精确测量板材尺寸,但是由于激光传感器的价格昂贵,该方案难以实现规模化落地。
以上两种方式存在精度、流程或价格上的不足,难以满足规模化落地。为此,本系统采用了单目视觉测量方法,充分利旧厂区原有监控。实现远距离、任意角度、大尺寸、高精度的板材测量。
系统构成

1. 前端感知:
在板材测量产线作业现场的合适位置布设安防相机或工业相机,用以实时采集生产画面。
2. 智能分析:
当板材到达拍摄区域,完成对中后,中控平台向智能分析盒发出触发信号,智能分析盒采集图像进行板材目标检测与尺寸测量。
3. 数据推送:
将产生的告警数据通过http协议推送至第三方平台,这个告警数据是板材的长度与宽度坐标,包括检测快照,检测时间摄像头位置等结构化数据。
4. PLC控制:
算法测量结果发送至PLC控制系统,用于控制热炉门的开启与关闭,包括开启的时长与大小。
AI算法
1. 透视变换
由于产线安装位置的限制,摄像头难以俯视对板材拍摄。因此,板材在视野中的形状难以保持矩形。如下图,在原始图像中,目标发生了变形,这是由于在此安装角度下,板材不同位置的点到相机像平面的距离不同导致的。因此,需将原始图像通过透视变换,映射至俯视视角。
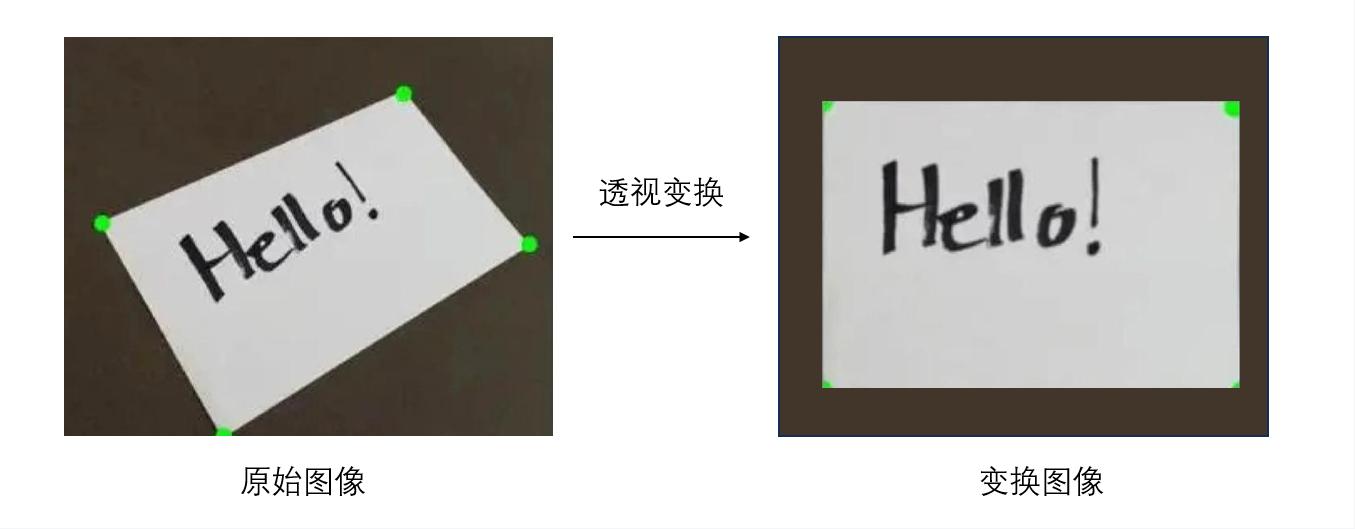
将原始图像上的角点与变换图像角点,进行一一映射,并根据四个映射对,来求解透视变换矩阵。基于原始图像与透视变换矩阵,求解变换后的图像,变换后的图像如右图所示。
2. 目标检测
对变换后的图像实现目标检测,目的是定位板材的四个角点坐标。如下图,通过目标检测算法定位并识别板材目标,红色框为识别出的目标。
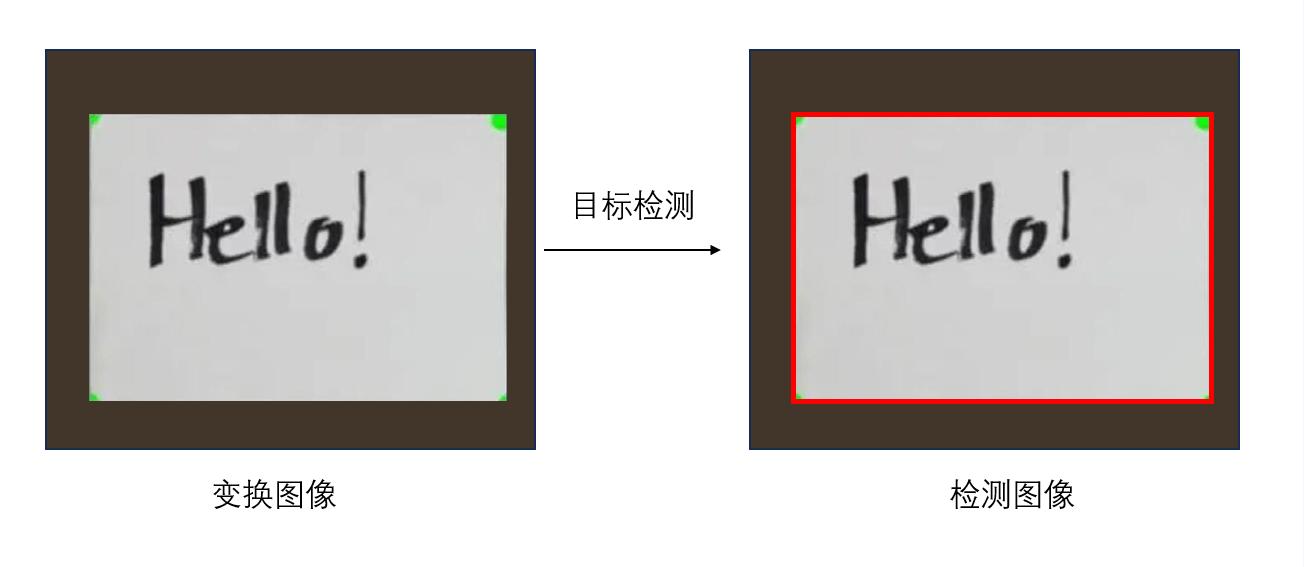 由于板材表面形态与光照亮度会发生变化,采用图像样本增强与深度学习目标检测算法对板材目标检测。这样做的目的是提升算法在不同场景下的识别准确率。
由于板材表面形态与光照亮度会发生变化,采用图像样本增强与深度学习目标检测算法对板材目标检测。这样做的目的是提升算法在不同场景下的识别准确率。
3. 像素标定
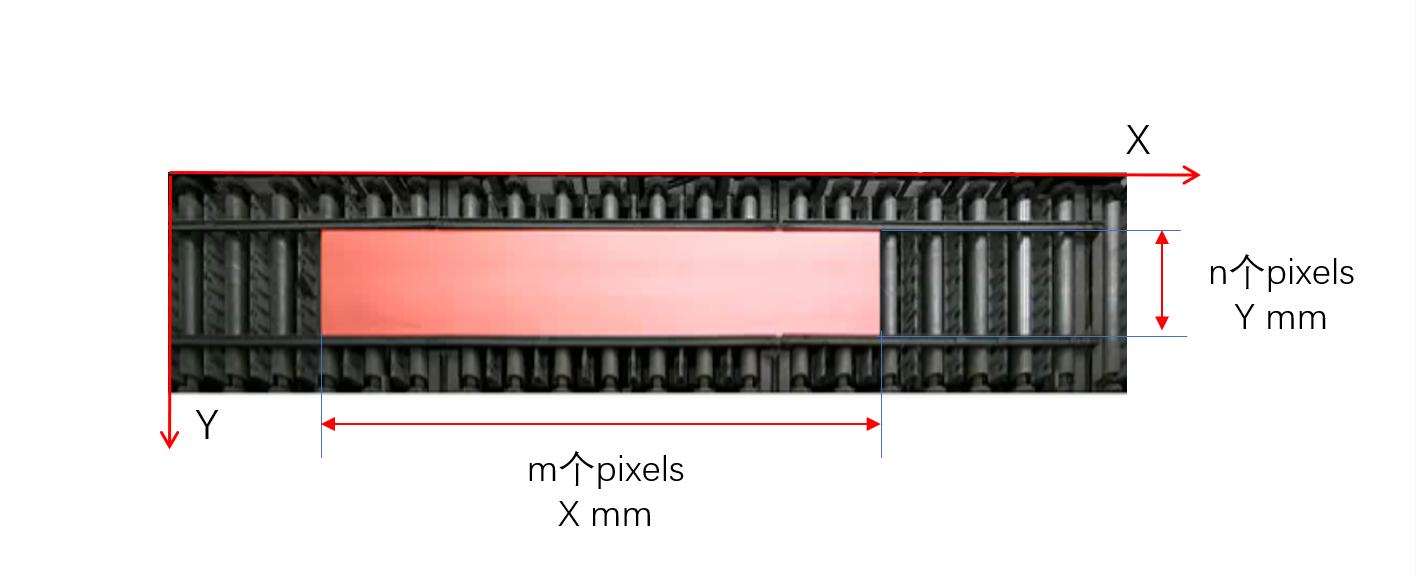
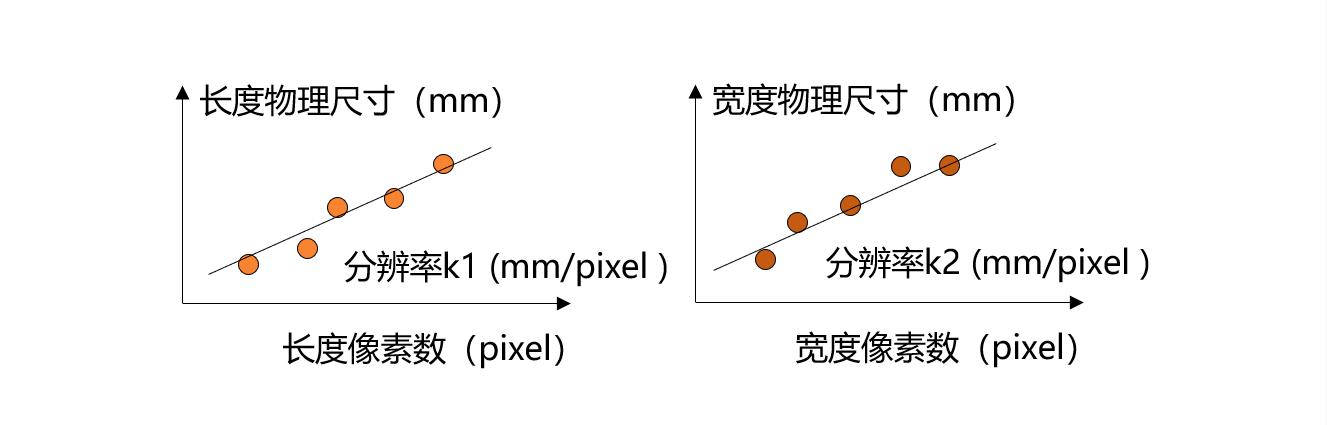
由于摄像头获取的是像素坐标,而测量尺寸为物理坐标。因此,需知像素尺寸与物理尺寸之间的换算关系。即每个像素所表示的物理尺寸。如下图,在长度方向上,每个像素表示的物理尺寸为X/m(mm/pixel);在宽度方向上,每个像素表示的物理尺寸为Y/n (mm/pixel)。
为获取高精度标定结果。采用多组板材像素与尺寸的数值对,进行线性拟合,求得板材长度与宽度方向上的拟合系数,用于新板材长度测量。
4. 尺寸测量
由像素标定,可得到像素比例尺。由目标检测算法,可定位板材4个角点的坐标。并由此计算板材像素长度与宽度。根据以上内容,计算板材的长度与宽度。
$$ L=a*m+b $$
$$ W=c*n+d $$
其中a,b,c,d为标定参数,m,n为板材长宽的像素尺寸。据此,得到板材长度与宽度方向上的测量值。
应用成效
依托边缘计算与人工智能视频分析领域的创新能力与工程化实践,智驱力单目视觉板材测量系统,在国内多个大型钢厂落地应用。并取得了如下成效。
1. 测量误差降低90%:
项目实施前尺寸测量长度误差±100mm,项目实施后尺寸测量长度误差±9.3mm,误差减少90%。
2. 测量耗时降低87.5%:
项目实施前,单板测量时间:240s,项目实施后,单板测量时间:30s,测量速度提升700%。
3. 人力成本降低75%:
项目实施前,人工参与环节:4个,项目实施后,人工参与环节:1个,人力成本缩减75%。
机器视觉单目远距离板材测量系统在钢厂板材测量行业落地应用,解决了传统测量方式的不足,可批量化复制至尺寸测量场景,产生更大应用价值。
回复